The short answer: not every fabric is built for industrial washing — and using the wrong one costs more than just replacing garments. A fabric that passes ISO 15797 testing stays functional, dimensionally stable, and safe after 50–75+ industrial wash cycles. One that doesn’t? It fades, pills, shrinks, or loses its protective properties within the first dozen washes.
In this article
Why industrial washing destroys ordinary fabrics
Industrial laundry is nothing like home washing. Machines run at temperatures from 40°C to 95°C, use high-alkaline detergents and bleach agents, and put garments through mechanical agitation far more aggressive than a domestic cycle. When a fabric hasn’t been engineered for this environment, the result is predictable: fiber breakdown, color fading, pilling, shrinkage, and — critically for PPE or FR workwear — loss of protective performance.
The root cause is usually one of three things. First, the yarn twist or fabric construction wasn’t built to handle repeated thermal and mechanical stress. Second, the dye or finish hasn’t been anchored properly to survive alkaline chemistry. Third, any stretch component — particularly conventional spandex — degrades under sustained high heat, especially during tunnel drying at 155°C. ISO 15797 exists precisely to define what “survives” means in measurable terms.
- Fabric fades within 10–15 washes
- Surface pilling after repeated agitation
- Shrinkage >3% causes fit failure
- FR or HV properties degrade early
- Stretch loses elasticity permanently
- No label reference for laundry service
- Color stable for 50–75+ cycles
- Anti-pilling maintained throughout
- Shrinkage controlled within 3%
- Protective function maintained
- Stretch retains elasticity (where applicable)
- ISO 30023 label for laundry services
Best materials for high-temperature washing
Not all fiber blends perform equally in industrial conditions. Here’s how the most common workwear fabrics hold up — and why each is suited to specific use cases.
| Fabric type | Wash range | Key strength | Best for |
|---|---|---|---|
| Polyester / Cotton | 60–85°C | Most widely proven, shape retention, fast drying | Most popular General workwear |
| Stretch Poly-Cotton Sorona or mechanical stretch |
40–85°C | Retains elasticity after 50+ washes — no conventional spandex | Most comfortable Active, physical roles |
| 100% Cotton | 75–95°C | Excellent breathability and natural comfort | Workers in hot environments; buyers who prioritise breathability over synthetic feel |
| Nylon / Cotton | 60–85°C | Superior abrasion resistance | Durable Heavy industrial, outdoor |
Poly-cotton remains the industry standard — it balances performance, cost, and washability across most working environments. For roles requiring physical mobility, stretch poly-cotton using Sorona bio-based fiber or a mechanical stretch construction offers comparable wash durability with significantly better wearer comfort, without the risk of conventional spandex breaking down under tunnel drying heat. Buyers who choose 100% cotton are primarily driven by breathability and natural hand feel — not wash temperature tolerance, since modern poly-cotton handles 95°C equally well.
Browse our industrial washable workwear fabric range
Industrial-washed vs. non-tested fabric: a real comparison
The difference between certified and non-certified fabric isn’t visible on day one. It shows up around wash 10 — and gets worse from there. Here’s what that looks like across the full garment lifecycle for a workwear rental program running 75 washes per year:
- Wash 1–10: looks fine
- Wash 10–20: visible fading, pilling begins
- Wash 20–30: shrinkage >3%, distorted fit
- Wash 30+: early replacement at cost
- High annual replacement rate
- Risk of PPE non-compliance
- Wash 1–50: stable color, no pilling
- Shrinkage guaranteed within 3%
- Wash 50–75: minor natural wear only
- End of lifecycle: meets original spec
- Low annual replacement rate
- Compliance maintained throughout
The economics are straightforward: a fabric that costs 15–20% more per meter but lasts twice as many wash cycles reduces total cost of ownership significantly — especially in workwear rental, where garments are washed weekly. The initial investment in certified fabric pays for itself before a garment reaches wash cycle 30. And the shrinkage guarantee matters practically: a garment that shrinks more than 3% will misfit wearers, trigger complaints, and require early replacement regardless of how the fabric looks.
How industrial laundry-resistant fabrics are made
How to read an industrial laundry care label
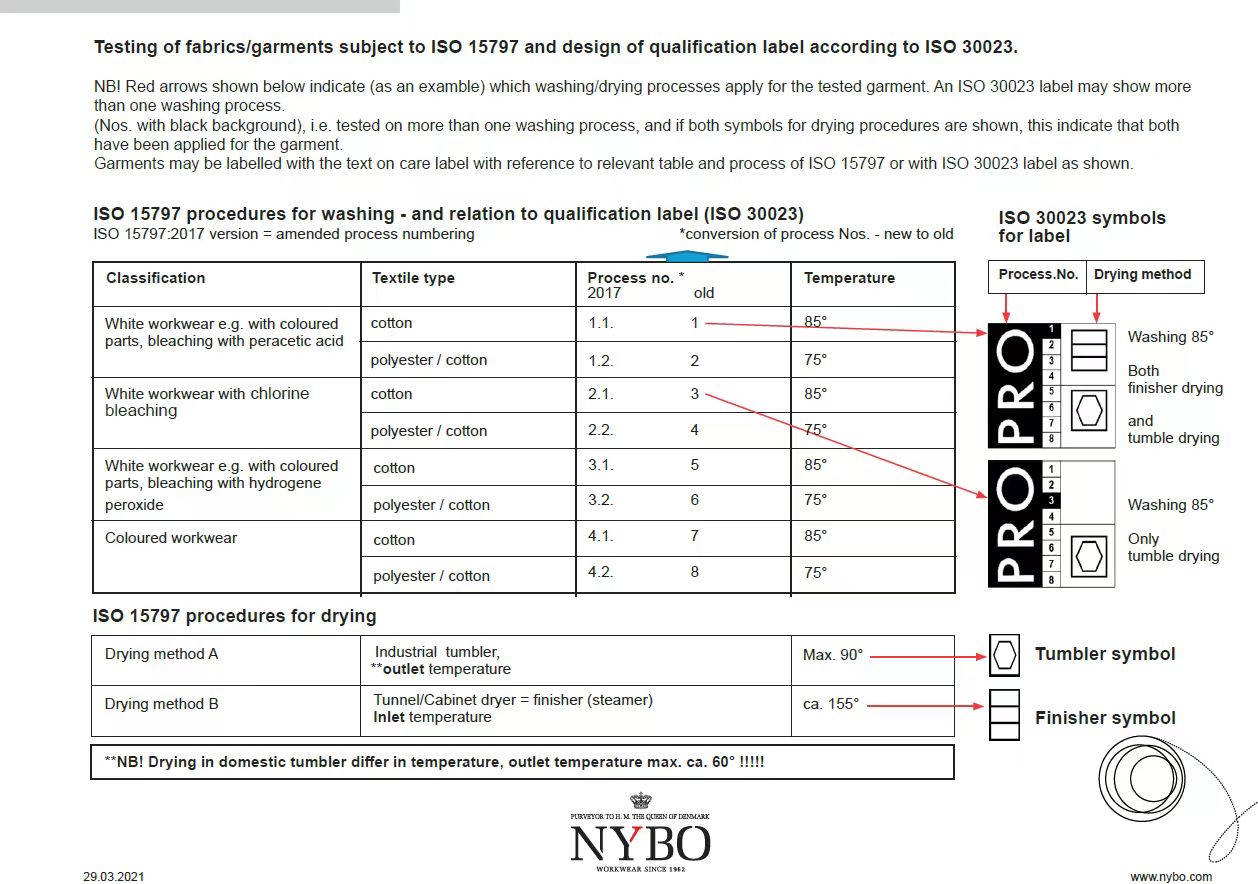
Industrial laundry care labels follow ISO 30023, which translates ISO 15797 test results into standardized symbols. The process number is the key — it encodes fiber type, colour classification, and bleaching chemistry all at once, telling the laundry service exactly which washing conditions your garment has been validated for.
The 8 washing processes are organised along two dimensions: fiber type (cotton vs. polyester/cotton) and bleaching chemistry used. The “.1” suffix always indicates cotton; “.2” indicates polyester/cotton. Processes 1.x–3.x cover white and light-coloured workwear with various bleaching agents; processes 4.x cover coloured workwear with no bleach.
< >
>
You have a dyed poly-cotton workwear garment — e.g. coloured trousers or a navy jacket. The correct process is 4.2: polyester/cotton, coloured (no bleach), washed at 75°C. Using process 2.2 (chlorine bleach) on the same garment would destroy the colour. The care label tells the laundry service exactly which row applies.
Full guide to ISO 15797 testing standards
Industry perspective
Most workwear fabric failures we see aren’t caused by poor washing — they’re caused by fabrics that were never designed for industrial laundering in the first place. The supply chain pressure to reduce fabric cost often leads buyers to skip ISO 15797 testing, which is a false economy when you factor in replacement rates, shrinkage complaints, and compliance risk.
The bigger shift we’re seeing is in stretch fabrics. Until recently, the conventional wisdom was that elastane-containing fabrics couldn’t survive industrial laundering — and for traditional spandex, that was fair. The real culprit is tunnel drying at 155°C inlet temperature, which destroys conventional spandex far faster than the washing itself. The solution isn’t to avoid stretch entirely — it’s to use the right fiber. Sorona (a bio-based fiber from DuPont) and mechanical stretch constructions can both withstand industrial drying conditions where spandex fails.
FAQ
Common questions from procurement managers, workwear rental services, and garment buyers.
+
+
+
+
+
+
📖 Looking for a complete overview? Read our guide: Industrial Washable Fabrics for Uniforms and Workwear