
Designing workwear differs from everyday clothing as it requires specialized considerations for the working environment, including color, style, and functional design, to meet the unique needs of workers in terms of safety, protection, and hygiene.
Workwear can be divided into general protective and special protective categories. General protective workwear is suitable for maintenance positions, mining companies, etc., where fabric requirements mainly include waterproof, high strength, high elasticity, etc., and can be treated with waterproof agents such as C6 waterproofing agents, abrasion resistance improvers, tear resistance improvers, etc., during finishing.
Special protective workwear is widely used in special working environments such as firefighting, medical care, etc., including firefighting suits, anti-static suits, sanitary protective suits, etc., requiring additional special functional treatments such as flame retardant finishing, anti-static finishing, etc. This article will focus on waterproof fabrics.

Waterproof fabrics are commonly used in workwear for professions involving water exposure, such as protective raincoats, waterproof pants, etc. The raw material for general waterproof fabrics is rubber-coated fabric with waterproof properties. Although such waterproof materials have good waterproof performance, they lack breathability, resulting in poor comfort for wearers of such protective clothing.
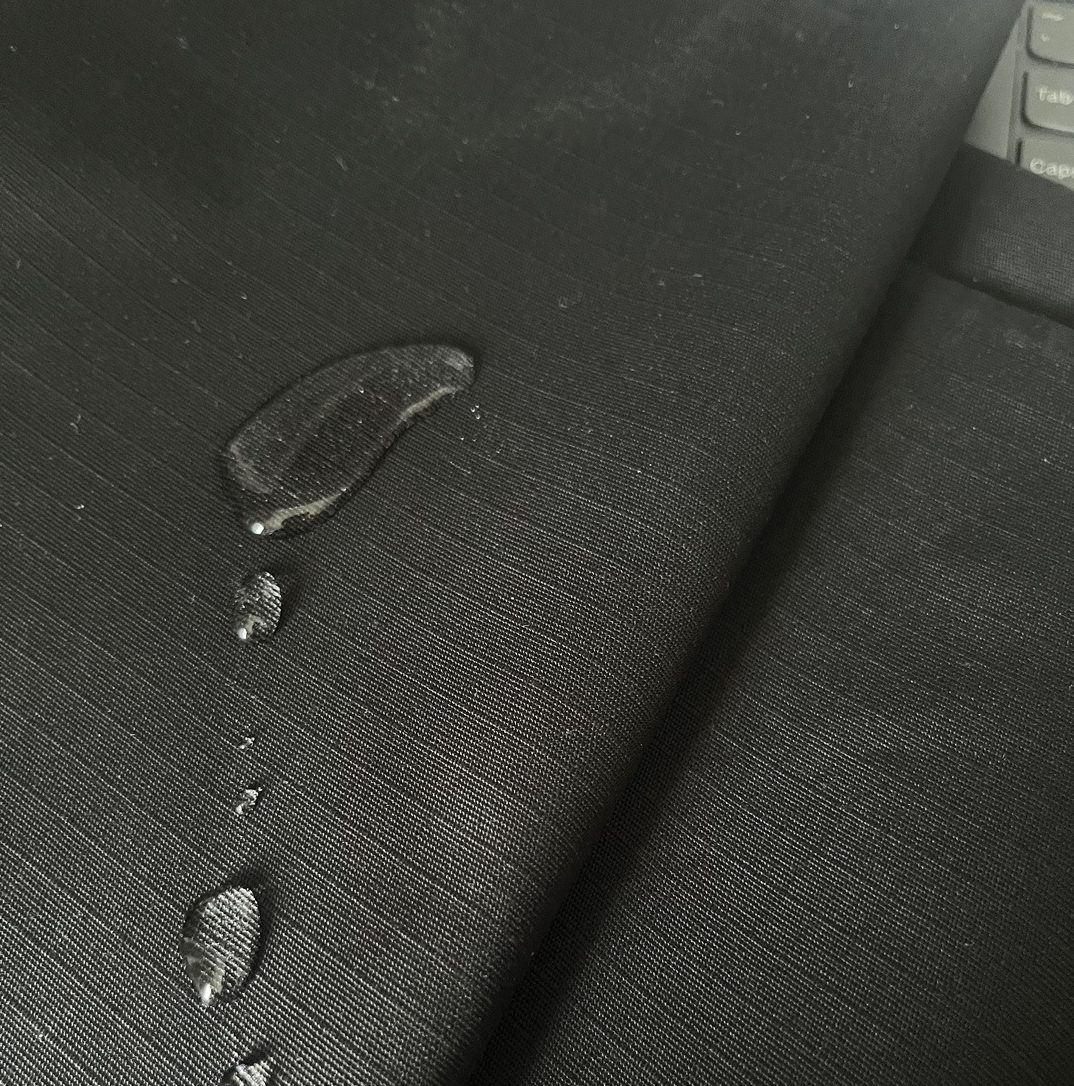
To manufacture waterproof clothing that balances waterproofness and comfort, waterproof agents such as C6 waterproof agents and fluorine-free waterproof agents are used in the finishing process. These waterproof agents provide cotton and synthetic fabric workwear with excellent waterproof, oil-resistant, and stain-resistant properties, without compromising fabric breathability and feel.
Performance of Waterproof Fabrics – Choice of Waterproofing Agents
The core performance of waterproof fabrics lies in their ability to block water, which is typically measured by the fabric’s waterproof rating. Various waterproofing technologies are available on the market, including fluorocarbon waterproof treatments (such as C8 and C6) and fluorine-free (bio-inspired) waterproof treatments. Fluorocarbon waterproof agents, especially C8 waterproof agents, are favored for their excellent durability and oil resistance. However, due to their potential environmental hazards, C6 and fluorine-free waterproof agents have received increasing attention in recent years.
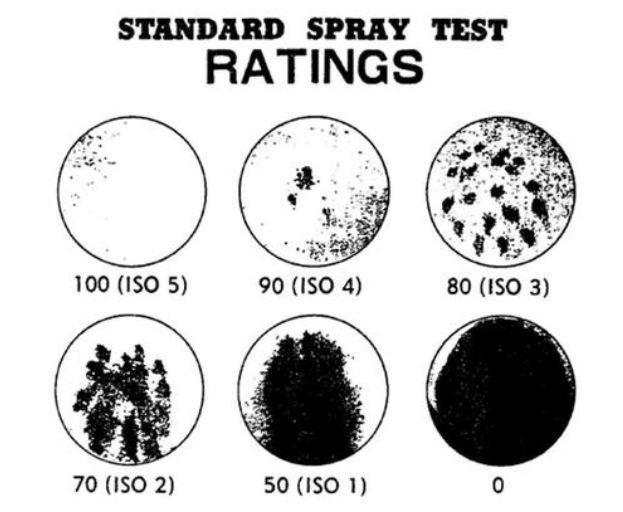
C6 waterproof agents provide a balanced option in terms of performance and environmental impact, with relatively minor environmental effects while maintaining good waterproofing effects. For example, our company produces waterproof fabrics using C6 waterproof agents, achieving a rating of 100 before washing and 50 after 30 washes. Meanwhile, fluorine-free waterproof technology represents a significant step toward comprehensive environmental protection. Although its waterproof performance may be slightly inferior to that of fluorine-containing waterproof agents, it offers unparalleled advantages in terms of environmental performance.

Testing Methods for Waterproof Fabric
To ensure that waterproof fabrics meet the requirements of real-world working environments, it is essential to use internationally recognized testing standards to evaluate their performance. These testing standards, such as ISO 4920, BS EN 24920, AATCC 22, and AS 2001.2.16, aim to assess the waterproof rating of fabrics through scientific methods.
The testing process typically involves spraying fabrics with distilled water using a standard nozzle at a specific angle (usually 45°). Subsequently, the fabric’s water absorption is compared with a standard card to determine its waterproof performance. This process not only tests the waterproof performance of the fabric itself but also evaluates the durability of the waterproof treatment, ensuring that the fabric maintains good waterproof performance after long-term use.
Sustainability of Waterproof Fabric
With increasing global emphasis on environmental protection and sustainability, selecting environmentally friendly waterproof fabrics has become an important consideration for brands and consumers. Traditional fluorine-containing waterproof agents, despite their outstanding performance, may have negative environmental impacts during production and decomposition, especially concerning environmental residues of substances such as PFOA and PFOS, which has raised widespread concerns.
In response, the development and application of fluorine-free waterproof technology have become a research focus. This technology not only reduces environmental impact but also alleviates the environmental burden of fabrics when eventually discarded through biodegradation and other means. Furthermore, with advancements in textile recycling technology, the use of recyclable or recycled materials to produce waterproof fabrics is becoming increasingly popular in the market. Our company can produce fluorine-free waterproof fabrics according to customer requirements, even using recycled polyester and organic cotton.
In conclusion, selecting suitable waterproof fabrics involves considering not only their waterproof performance but also environmental protection and sustainability. By understanding and applying advanced waterproofing technologies, paying attention to fabric testing standards, and considering environmental impacts, workwear manufacturers and consumers can make more responsible choices. With the continuous advancement of technology and the increasing awareness of environmental protection, the future of waterproof fabrics will reach new heights in terms of performance, environmental friendliness, and innovation.